กระบวนการผลิตการตีขึ้นรูปที่แม่นยำ


| ชื่อสินค้า: | กระบวนการผลิตการตีขึ้นรูปที่แม่นยำ |
| คำสำคัญ: | |
| อุตสาหกรรม: | แร่โลหะ - อุตสาหกรรมเหมืองแร่ |
| งานฝีมือ: | - |
| วัสดุ: |
ผู้ผลิตการประมวลผล
- มีผู้ผลิต 53 ที่ให้ผลิตภัณฑ์ที่คล้ายกัน
- มีผู้ผลิต 184 ที่จัดหาเทคโนโลยีการประมวลผลนี้
- มีผู้ผลิต 82 ที่ให้บริการการประมวลผลวัสดุนี้
- มีผู้ผลิต 162 ที่ให้บริการด้านการประมวลผลในอุตสาหกรรมนี้
รายละเอียดสินค้า
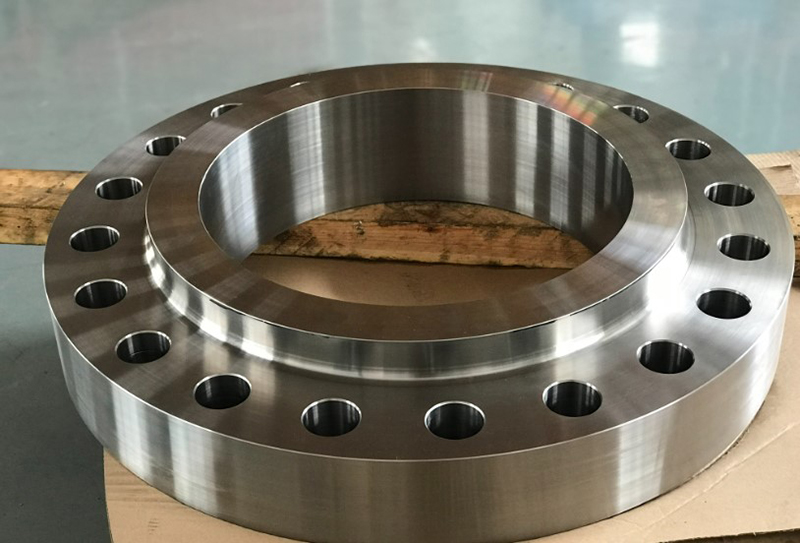
การตีขึ้นรูปที่แม่นยำมุ่งเน้นไปที่ความแม่นยำของขนาดและอัตราการใช้ประโยชน์ของวัสดุที่สูงขึ้นเมื่อเทียบกับการตีขึ้นรูปแบบดั้งเดิม ตัวอย่างเช่น หน้าแปลนขนาด 6 นิ้ว กระบวนการผลิตโดยทั่วไปประกอบด้วยขั้นตอนต่อไปนี้:
การเตรียมวัสดุ: เลือกใช้แท่งเหล็กคุณภาพสูง (เช่น เหล็กกล้าคาร์บอน เหล็กกล้าไร้สนิม หรือ Hastelloy) เลือกวัสดุที่เหมาะสมตามสภาพแวดล้อมการใช้งานของหน้าแปลน (เช่น อุณหภูมิสูง แรงดันสูง) เพื่อให้มั่นใจถึงความแข็งแรงและความต้านทานการกัดกร่อน
การให้ความร้อน: ให้ความร้อนแก่แท่งเหล็กถึงประมาณ 1150°C เพื่อเพิ่มความสามารถในการขึ้นรูปและลดความต้านทานต่อการเสียรูป ต้องควบคุมอุณหภูมิความร้อนอย่างเคร่งครัดเพื่อหลีกเลี่ยงความร้อนสูงเกินไปหรือการเกิดออกไซด์
การตีขึ้นรูปหลายสถานี:
การอัดหัว: กำจัดออกไซด์และขึ้นรูปเบื้องต้น ควบคุมอัตราส่วนความสูงต่อเส้นผ่านศูนย์กลางของแท่งเหล็กที่ 1.5-2.5 เพื่อให้มั่นใจถึงการวางตำแหน่งที่มั่นคง
การตีขึ้นรูปเบื้องต้น: ขึ้นรูปเบื้องต้นโดยใช้แม่พิมพ์แบบเปิด กระจายวัสดุโลหะ เพื่อหลีกเลี่ยงการเติมที่ไม่สมบูรณ์หรือครีบที่มากเกินไปในระหว่างการตีขึ้นรูปขั้นสุดท้าย
การตีขึ้นรูปขั้นสุดท้าย: ใช้แม่พิมพ์แบบปิดเพื่อการตีขึ้นรูปที่แม่นยำ โดยมีค่าเผื่อการตัดเฉือนเพียง 1-2 มม. เพื่อลดปริมาณการตัดเฉือนในภายหลัง
การเจาะรูและการตัดขอบ: เจาะรูทะลุ (เช่น รูตรงกลางของหน้าแปลนขนาด 6 นิ้ว) และตัดส่วนที่เกินออก
การระบายความร้อนและการอบชุบด้วยความร้อน: ควบคุมความเร็วในการระบายความร้อน (เช่น การระบายความร้อนด้วยอากาศหรือการระบายความร้อนในบ่อ) และปรับปรุงคุณสมบัติทางกลโดยการชุบแข็ง การอบคืนตัว และการอบชุบด้วยความร้อนอื่นๆ
การปรับสภาพพื้นผิวและการตรวจสอบ: การพ่นทราย การดอง เพื่อให้มั่นใจในคุณภาพพื้นผิว ตรวจสอบขนาด ความแข็ง และข้อบกพร่องอย่างเคร่งครัด (เช่น รูพรุน รอยแตก)
สินค้าที่คล้ายกัน
เพิ่มเติม
กระบวนการผลิตที่ใช้ในการผลิตตัวเรือนพัดลมไหลตามแนวแกนคืออะไร
- งานฝีมือ : แผ่นโลหะ - การเชื่อม
- วัสดุ : เหล็กกล้าคาร์บอน

การวิเคราะห์กระบวนการผลิตแผ่นยึดคาร์บอนสตีล
- งานฝีมือ : เครื่องจักรกล - การกัดซีเอ็นซีหรือการกัด
- วัสดุ : เหล็กกล้าคาร์บอน

การกลึงและกัดแบบผสมผสานและการตรวจสอบข้อบกพร่องของหน้าแปลนหนา
- งานฝีมือ : เครื่องจักรกล - การกลึงและการกัด
- วัสดุ : โลหะผสมเหล็ก

ตัวปรับศูนย์ดอกสว่านสำหรับการขุดเจาะน้ำมัน
- งานฝีมือ : เครื่องจักรกล - เครื่องจักรกลห้าแกน
- วัสดุ : โลหะผสมเหล็ก

ผลิตตามสั่งเหล็กเอชบีมเชื่อม S355JR สำหรับงานวิศวกรรมโครงสร้าง
- งานฝีมือ : แผ่นโลหะ - การเชื่อม
- วัสดุ : เหล็กกล้าคาร์บอน

การตัดเฉือนเหล็กรูปตัวยู (U-Steel) อย่างแม่นยำสำหรับงานก่อสร้าง
- งานฝีมือ : การประทับตรา - การประทับตราธรรมดา
- วัสดุ : อลูมิเนียม

แผ่นกรุโคน (Crusher Mantle)
- งานฝีมือ : -
- วัสดุ :

เทคโนโลยีการตัดเฉือนที่เป็นนวัตกรรมใหม่: ทำลายข้อจำกัดของเทคโนโลยีการกระจายความร้อนความหนาแน่นสูง
- งานฝีมือ : การรักษาพื้นผิว - อื่น
- วัสดุ : โลหะผสมเหล็ก
สินค้าเพิ่มเติม
เพิ่มเติมกระบวนการผลิตที่ใช้ในการผลิตตัวเรือนพัดลมไหลตามแนวแกนคืออะไร
- งานฝีมือ : แผ่นโลหะ - การเชื่อม
- วัสดุ : เหล็กกล้าคาร์บอน
การวิเคราะห์กระบวนการผลิตแผ่นยึดคาร์บอนสตีล
- งานฝีมือ : เครื่องจักรกล - การกัดซีเอ็นซีหรือการกัด
- วัสดุ : เหล็กกล้าคาร์บอน
การกลึงและกัดแบบผสมผสานและการตรวจสอบข้อบกพร่องของหน้าแปลนหนา
- งานฝีมือ : เครื่องจักรกล - การกลึงและการกัด
- วัสดุ : โลหะผสมเหล็ก
ตัวปรับศูนย์ดอกสว่านสำหรับการขุดเจาะน้ำมัน
- งานฝีมือ : เครื่องจักรกล - เครื่องจักรกลห้าแกน
- วัสดุ : โลหะผสมเหล็ก
ผลิตตามสั่งเหล็กเอชบีมเชื่อม S355JR สำหรับงานวิศวกรรมโครงสร้าง
- งานฝีมือ : แผ่นโลหะ - การเชื่อม
- วัสดุ : เหล็กกล้าคาร์บอน
การตัดเฉือนเหล็กรูปตัวยู (U-Steel) อย่างแม่นยำสำหรับงานก่อสร้าง
- งานฝีมือ : การประทับตรา - การประทับตราธรรมดา
- วัสดุ : อลูมิเนียม
แผ่นกรุโคน (Crusher Mantle)
- งานฝีมือ : -
- วัสดุ :
เทคโนโลยีการตัดเฉือนที่เป็นนวัตกรรมใหม่: ทำลายข้อจำกัดของเทคโนโลยีการกระจายความร้อนความหนาแน่นสูง
- งานฝีมือ : การรักษาพื้นผิว - อื่น
- วัสดุ : โลหะผสมเหล็ก