คานกันกระแทกของรถยนต์



| ชื่อสินค้า: | คานกันกระแทกของรถยนต์ |
| คำสำคัญ: | คานกันกระแทกของรถยนต์ |
| อุตสาหกรรม: | การขนส่ง - อุตสาหกรรมการผลิตรถยนต์ |
| งานฝีมือ: | การประทับตรา - การประทับตราธรรมดา |
| วัสดุ: | โลหะผสมเหล็ก |
ผู้ผลิตการประมวลผล
- มีผู้ผลิต 50 ที่ให้ผลิตภัณฑ์ที่คล้ายกัน
- มีผู้ผลิต 122 ที่จัดหาเทคโนโลยีการประมวลผลนี้
- มีผู้ผลิต 100 ที่ให้บริการการประมวลผลวัสดุนี้
- มีผู้ผลิต 199 ที่ให้บริการด้านการประมวลผลในอุตสาหกรรมนี้
รายละเอียดสินค้า
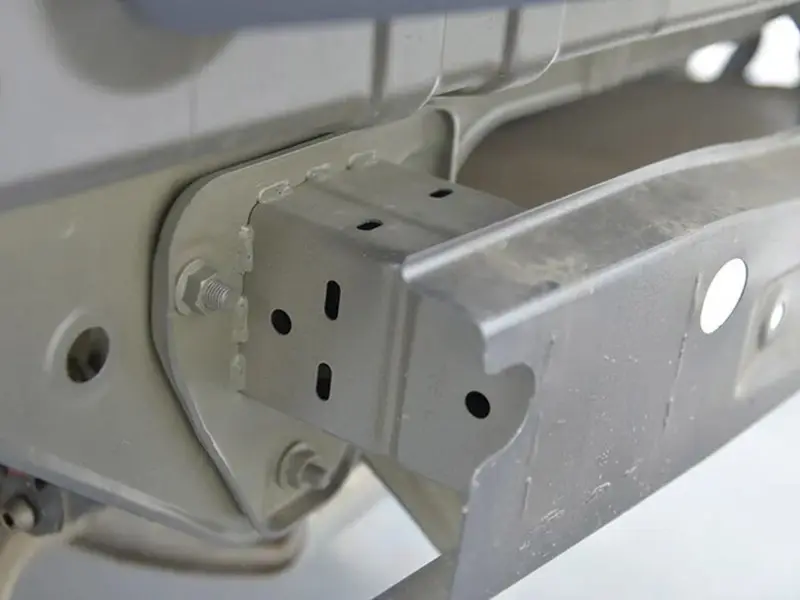
คานกันกระแทกของรถยนต์เป็นส่วนประกอบด้านความปลอดภัยหลักภายในกันชนหน้าและหลังของรถยนต์ ซึ่งใช้เพื่อดูดซับพลังงานจากการชน ปกป้องโครงสร้างตัวถัง และความปลอดภัยของผู้โดยสาร คานกันกระแทกของรถยนต์ส่วนใหญ่ใช้การขึ้นรูปด้วยการปั๊ม การขึ้นรูปด้วยลูกกลิ้ง หรือการขึ้นรูปแบบอัดรีด ร่วมกับกระบวนการเชื่อมหรือย้ำหมุด กระบวนการหล่อ (เช่น การหล่อทรายหรือการหล่อขึ้นรูป) ไม่ค่อยได้ใช้ในการผลิตคานกันกระแทก เนื่องจากคานกันกระแทกต้องมีน้ำหนักเบา มีความแข็งแรงสูง และมีรูปทรงเรขาคณิตที่เฉพาะเจาะจง การปั๊มหรือการอัดรีดจึงเหมาะสมกว่าสำหรับข้อกำหนดเหล่านี้
กระบวนการผลิตคานกันกระแทก
กระบวนการสร้างคานกันกระแทกส่วนใหญ่ประกอบด้วยขั้นตอนต่อไปนี้:
การเลือกวัสดุ
- เหล็กกล้าความแข็งแรงสูง (HSS):
- วัสดุทั่วไป: เหล็กโบรอน เหล็กกล้าสองเฟส (DP steel เช่น DP600, DP800) หรือเหล็กกล้าความแข็งแรงสูงขั้นสูง (AHSS)
- ข้อดี: ความแข็งแรงสูง (ความต้านทานแรงดึง 600-1500 MPa) ต้นทุนปานกลาง ครองตลาดประมาณ 70%
- การใช้งาน: รถยนต์ประหยัดและระดับกลาง เช่น Volkswagen, Toyota
- อลูมิเนียมอัลลอยด์:
- วัสดุทั่วไป: อลูมิเนียมอัลลอยด์ 6061 หรือ 7075
- ข้อดี: น้ำหนักเบา (เบากว่าเหล็กประมาณ 30-40%) ทนต่อการกัดกร่อน
- การใช้งาน: รถยนต์ระดับไฮเอนด์หรือรถยนต์ไฟฟ้า เช่น Tesla, Audi
- วัสดุผสม (ไม่ค่อยพบ):
- เช่น พลาสติกเสริมแรงด้วยคาร์บอนไฟเบอร์ (CFRP) ใช้สำหรับรถซุปเปอร์คาร์หรือรถดัดแปลงระดับไฮเอนด์ น้ำหนักเบามากแต่ต้นทุนสูง
- ความหนา: ความหนาของคานกันกระแทกเหล็กโดยทั่วไปคือ 1.5-3 มม. อลูมิเนียมอัลลอยด์ 2-4 มม.
การออกแบบและการวางแผน
- ความต้องการด้านการทำงาน:
- ดูดซับพลังงานจากการชน (การชนความเร็วต่ำ <16 กม./ชม. การชนความเร็วสูง >40 กม./ชม.)
- ทำงานร่วมกับเปลือกกันชน กล่องดูดซับพลังงาน (crash box) เพื่อกระจายแรงกระแทก
- เป็นไปตามข้อบังคับ เช่น มาตรฐาน C-NCAP ของจีน Euro NCAP ของยุโรป หรือ IIHS ของสหรัฐอเมริกา
- การออกแบบ CAD:
- ใช้ซอฟต์แวร์ (เช่น CATIA, SolidWorks) เพื่อออกแบบโมเดล 3 มิติ ปรับรูปทรงหน้าตัดให้เหมาะสม (โดยทั่วไปคือรูปตัว U รูปกล่อง หรือรูปคลื่น)
- การวิเคราะห์องค์ประกอบจำกัด (FEA) จำลองประสิทธิภาพการชน เพื่อให้มั่นใจถึงการดูดซับพลังงานและความแข็งแกร่งของโครงสร้าง
- น้ำหนักเบา: ลดน้ำหนักโดยการปรับความหนาของวัสดุและรูปทรงเรขาคณิตให้เหมาะสม (คานเหล็กประมาณ 5-10 กก. คานอลูมิเนียมประมาณ 3-6 กก.)
กระบวนการขึ้นรูป
- การขึ้นรูปด้วยการปั๊ม (Stamping):
- กระบวนการ: วางแผ่นเหล็กหรือแผ่นอลูมิเนียมในแม่พิมพ์ปั๊ม ขึ้นรูปเป็นโครงสร้างรูปตัว U หรือรูปกล่องโดยใช้เครื่องปั๊มไฮดรอลิกหรือเครื่องปั๊มกล (แรงดัน 1000-5000 ตัน)
- ข้อดี: ความแม่นยำสูง (±0.1 มม.) เหมาะสำหรับการผลิตจำนวนมาก
- การใช้งาน: กระบวนการที่พบมากที่สุด คิดเป็นมากกว่า 80% ของการผลิตคานกันกระแทก
- การขึ้นรูปด้วยลูกกลิ้ง (Roll Forming):
- กระบวนการ: แถบเหล็กหรือแถบอลูมิเนียมจะค่อยๆ ขึ้นรูปเป็นหน้าตัดที่เฉพาะเจาะจงผ่านลูกกลิ้งต่อเนื่อง
- ข้อดี: เหมาะสำหรับคานทรงยาว อัตราการใช้วัสดุสูง
- การใช้งาน: คานกันกระแทกสำหรับรถยนต์เพื่อการพาณิชย์หรือรถบรรทุก
- การขึ้นรูปแบบอัดรีด (Extrusion):
- กระบวนการ: อลูมิเนียมอัลลอยด์ถูกอัดผ่านเครื่องอัดรีด (2000-5000 ตัน) เป็นหน้าตัดที่ซับซ้อน (เช่น โครงสร้างกลวง)
- ข้อดี: น้ำหนักเบา เหมาะสำหรับรูปทรงเรขาคณิตที่ซับซ้อน
- การใช้งาน: รถยนต์ระดับไฮเอนด์หรือรถยนต์ไฟฟ้า
- การขึ้นรูปร้อน (Hot Forming):
- กระบวนการ: เหล็กโบรอนถูกให้ความร้อนถึง 900°C จากนั้นขึ้นรูปด้วยการปั๊ม หลังจากเย็นตัวลงจะมีความแข็งแรงสูงเป็นพิเศษ
- ข้อดี: ความแข็งแรงสูง น้ำหนักเบา
- การใช้งาน: รถยนต์ที่มีข้อกำหนดด้านความปลอดภัยสูง เช่น Volvo, BMW
การประมวลผลและการประกอบ
- การตัดและการตกแต่ง:
- ใช้การตัดด้วยเลเซอร์หรือการตัดด้วยพลาสมาเพื่อตกแต่งขอบ เพื่อให้มั่นใจถึงความแม่นยำของขนาด
- เจาะรูหรือเจาะรูสำหรับติดตั้งสลักเกลียวหรือกล่องดูดซับพลังงาน
- การเชื่อม/การเชื่อมต่อ:
- การเชื่อม MIG/TIG: เชื่อมต่อคานกันกระแทกกับกล่องดูดซับพลังงานหรือโครงตัวถัง
- การย้ำหมุดหรือการเชื่อมต่อด้วยสลักเกลียว: ใช้สำหรับคานอลูมิเนียมอัลลอยด์ ลดการเสียรูปจากความร้อน
- การเชื่อมจุด: ใช้กันทั่วไปสำหรับคานเหล็ก ประสิทธิภาพสูง
- ชิ้นส่วนเสริมความแข็งแรง: เพิ่มแผ่นเหล็กหรือซี่โครงในบริเวณที่มีความเค้นสูง เพื่อเพิ่มความสามารถในการต้านทานแรงกระแทก
การปรับสภาพพื้นผิว
- การชุบด้วยไฟฟ้า/การชุบสังกะสีแบบจุ่มร้อน: เคลือบชั้นสังกะสี (ความหนา 10-20 μm) บนคานกันกระแทกเหล็ก เพื่อป้องกันการกัดกร่อน
- การชุบอะโนไดซ์: การปรับสภาพพื้นผิวคานอลูมิเนียมอัลลอยด์ เพื่อเพิ่มความทนทานต่อการกัดกร่อนและความสวยงาม
- การเคลือบด้วยผงสี: คานกันกระแทกบางส่วนพ่นด้วยสารเคลือบป้องกันการกัดกร่อน ทนต่ออุณหภูมิสูงและการกัดกร่อนของสารเคมี
บทความก่อนหน้า : ท่อร่วมไอเสียรถยนต์
บทความถัดไป : ระบบกันสะเทือนแหนบรถยนต์
สินค้าที่คล้ายกัน
เพิ่มเติม
กระบวนการผลิตที่ใช้ในการผลิตตัวเรือนพัดลมไหลตามแนวแกนคืออะไร
- งานฝีมือ : แผ่นโลหะ - การเชื่อม
- วัสดุ : เหล็กกล้าคาร์บอน

การวิเคราะห์กระบวนการผลิตแผ่นยึดคาร์บอนสตีล
- งานฝีมือ : เครื่องจักรกล - การกัดซีเอ็นซีหรือการกัด
- วัสดุ : เหล็กกล้าคาร์บอน

การกลึงและกัดแบบผสมผสานและการตรวจสอบข้อบกพร่องของหน้าแปลนหนา
- งานฝีมือ : เครื่องจักรกล - การกลึงและการกัด
- วัสดุ : โลหะผสมเหล็ก

ตัวปรับศูนย์ดอกสว่านสำหรับการขุดเจาะน้ำมัน
- งานฝีมือ : เครื่องจักรกล - เครื่องจักรกลห้าแกน
- วัสดุ : โลหะผสมเหล็ก

ผลิตตามสั่งเหล็กเอชบีมเชื่อม S355JR สำหรับงานวิศวกรรมโครงสร้าง
- งานฝีมือ : แผ่นโลหะ - การเชื่อม
- วัสดุ : เหล็กกล้าคาร์บอน

การตัดเฉือนเหล็กรูปตัวยู (U-Steel) อย่างแม่นยำสำหรับงานก่อสร้าง
- งานฝีมือ : การประทับตรา - การประทับตราธรรมดา
- วัสดุ : อลูมิเนียม

แผ่นกรุโคน (Crusher Mantle)
- งานฝีมือ : -
- วัสดุ :

เทคโนโลยีการตัดเฉือนที่เป็นนวัตกรรมใหม่: ทำลายข้อจำกัดของเทคโนโลยีการกระจายความร้อนความหนาแน่นสูง
- งานฝีมือ : การรักษาพื้นผิว - อื่น
- วัสดุ : โลหะผสมเหล็ก
สินค้าเพิ่มเติม
เพิ่มเติมกระบวนการผลิตที่ใช้ในการผลิตตัวเรือนพัดลมไหลตามแนวแกนคืออะไร
- งานฝีมือ : แผ่นโลหะ - การเชื่อม
- วัสดุ : เหล็กกล้าคาร์บอน
การวิเคราะห์กระบวนการผลิตแผ่นยึดคาร์บอนสตีล
- งานฝีมือ : เครื่องจักรกล - การกัดซีเอ็นซีหรือการกัด
- วัสดุ : เหล็กกล้าคาร์บอน
การกลึงและกัดแบบผสมผสานและการตรวจสอบข้อบกพร่องของหน้าแปลนหนา
- งานฝีมือ : เครื่องจักรกล - การกลึงและการกัด
- วัสดุ : โลหะผสมเหล็ก
ตัวปรับศูนย์ดอกสว่านสำหรับการขุดเจาะน้ำมัน
- งานฝีมือ : เครื่องจักรกล - เครื่องจักรกลห้าแกน
- วัสดุ : โลหะผสมเหล็ก
ผลิตตามสั่งเหล็กเอชบีมเชื่อม S355JR สำหรับงานวิศวกรรมโครงสร้าง
- งานฝีมือ : แผ่นโลหะ - การเชื่อม
- วัสดุ : เหล็กกล้าคาร์บอน
การตัดเฉือนเหล็กรูปตัวยู (U-Steel) อย่างแม่นยำสำหรับงานก่อสร้าง
- งานฝีมือ : การประทับตรา - การประทับตราธรรมดา
- วัสดุ : อลูมิเนียม
แผ่นกรุโคน (Crusher Mantle)
- งานฝีมือ : -
- วัสดุ :
เทคโนโลยีการตัดเฉือนที่เป็นนวัตกรรมใหม่: ทำลายข้อจำกัดของเทคโนโลยีการกระจายความร้อนความหนาแน่นสูง
- งานฝีมือ : การรักษาพื้นผิว - อื่น
- วัสดุ : โลหะผสมเหล็ก